
Бұл мақалада біз құйынды қабат құрылғыларын – әртүрлі технологиялық процестерді күшейтуге арналған жабдықты пайдалана отырып, майлау материалдарын өндіруді талқылаймыз. Жағар майлар жабдықтың жұмыс қабілеттілігі мен өнімділігін қамтамасыз ету үшін өте маңызды. Майлау материалдарының негізгі мақсаты – механизмдердің үйкеліс бөліктеріндегі үйкеліс пен тозуды азайту, бұл қозғалтқыштың механикалық тиімділігін арттыруға және үйкеліс жұптарын тозудан және ұсталудан қорғауға мүмкіндік береді.
Олардың екінші маңызды рөлі – қозғалтқыштан және үйкеліспен қыздырылған бөлшектерден жылуды жою. Сонымен қатар, майлаушы бөлшектерді коррозиядан қорғайды, кірді жуады және жояды, тығыздағышты қамтамасыз етеді және арнайы тапсырмаларды орындайды, мысалы, кейбір жағдайларда қалып пен құйма арасындағы бөлу қабаты ретінде қызмет етеді.
Майлау майы деп әртүрлі типтегі домалау мойынтіректерін, ілмектерді, рычагты, жұдырықшалы эксцентрлік жүйелерді және т.б. майлауға арналған қалың жақпаларды айтады. Сұйық майлардан айырмашылығы, майлау майының кесу күші бар.
Майлау майын өндіру — негізгі аспектілер
1970 жылға дейін жанар-жағармай өндірісі кезең-кезеңімен жүзеге асырылды. Пакеттік процестер көп кезеңділігімен, өнім сапасының төмен қайталануымен, технологиялық жабдықтың көлемділігімен және жоғары энергия сыйымдылығымен, сонымен қатар кешенді механикаландыру мен автоматтандырудың күрделілігімен сипатталады.
Эволюцияның екінші кезеңі жартылай үздіксіз процестерді енгізу болды, ол жаңа тиімді масса тасымалдау құрылғыларының, жоғары қуатты ылғалды буландырғыштардың, гомогенизаторлардың, сондай-ақ автоматты басқару және бақылау жүйелерінің пайда болуына байланысты мүмкін болды.
Үшінші кезеңде үздіксіз процестер әзірленіп, енгізілді. Үздіксіз процестердің сериялы және жартылай үздіксіз процестерге қарағанда артықшылығы әр операция үшін оңтайлы режимді сақтауға мүмкіндік беретін әр түрлі технологиялық операциялардың жеке құрылғыларда жүзеге асырылуында. Бұл жағдайда процесті автоматты түрде басқаруды және бақылауды қамтамасыз ету, сондай-ақ қажетті сападағы өнімдерді алу оңай. Сонымен қатар, меншікті сыйымдылық күрт артады; жабдықты мамандандыру нәтижесінде алып жатқан өндіріс алаңы мен еңбек шығыны азаяды.
Бұл мақсатта акустикалық тербелістердің, электрлік және магниттік өрістердің, соққы толқындарының, лазерлік сәулеленудің және т.б. энергиясын шоғырландыратын құрылғыларды пайдалану масса және жылу алмасу процестерін интенсификациялаудың орасан зор мүмкіндіктері болып табылады. Осындай құрылғылардың бірі құйынды қабат құрылғысы ( АВС).
Құйынды қабат құрылғысының жұмыс принципі
Құйынды қабат құрылғысы — магнитті емес материалдан жасалған, ішінде орналасқан эквиаксиалды емес ферромагниттік бөлшектері және сыртында индукторы бар және айналмалы электромагниттік өрісті тудыратын орамдар жүйесінен тұратын қуыс цилиндр (1-сурет).
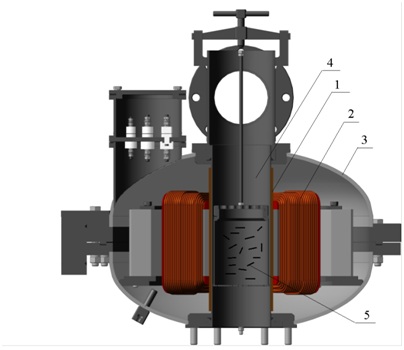
1-сурет – Ферромагниттік бөлшектердің құйынды қабаты бар құрылғы: 1 – қорғаныс втулкасы; 2 – айналмалы электромагниттік өрістің индукторы; 3 – индуктор корпусы; 4 – магнитті емес материалдан жасалған жұмыс камерасы; 5 – ферромагниттік бөлшектер
Бөлшектерді күрделі қозғалысқа келтіре отырып, өріс реактордың жұмыс аймағында сол бөлшектердің құйынды қабатын жасайды. Әрбір бөлшек өрістің айналу бағыты бойынша оның айналу жылдамдығына жететін жылдамдықпен қозғалады және бір уақытта секундына 102–104 айналым жылдамдығымен өзінің ең кіші осі айналасында процессорлық айналуды орындайды. Айналып және соқтығысатын бөлшектер кең жиілік спектрінің (ондаған Гц-тен бірнеше МГц-ке дейін, максималды мәні 10–15 кГц диапазонында) акустикалық және ультрадыбыстық тербелістерді шығарады. Микроаймақтардағы кавитация процесін тудыратын акустикалық тербеліс шаршы дюймге жүздеген мың фунт-күш (фут) қысымын тудыруы мүмкін. Айнымалы магнит өрісінің әсеріне ұшыраған кезде бөлшектер де магнитостриктивтік тербелістерді шығарады және электр өткізгіштердегідей оларда пайда болатын құйынды токтар тез айнымалы магнит және электр өрістерінің пайда болуына әкеледі.
Барлық аталған факторлардың біріккен әсерінің арқасында АВС құрылғысының жұмыс аймағынан өтетін ингредиенттер ағыны қарқынды араласуға және дисперсияға ұшырайды, бұл жағдайда химиялық реакциялардың жылдамдығы қалыпты жағдайлармен салыстырғанда жүздеген және мыңдаған есе артады. Мұндай құрылғыдағы ингредиенттерді өңдеу уақыты (тіпті процесс химиялық реакциямен бірге жүрсе де) дұрыс таңдалған режимдермен бірнеше секундтан аспайды. Ағындық схеманы қолданған кезде дайын өнім үздіксіз жойылады және процестің келесі сатыларына өтеді, ал ферромагниттік бөлшектер құрылғының жұмыс аймағындағы магнит өрісінде сақталады және өнімге түспейді.
Эксперименттік зерттеулердің нәтижелері
АВС құрылғысы арқылы майлау материалдарын үздіксіз алу мүмкіндігін зерттеу мақсатында АВС-150 құрылғысын қолданып тәжірибе жүргіздік (2-сурет).

2-сурет – АВС-150 құйынды қабат құрылғысы
Эксперимент мақсаты шамамен 194 °F орташа температурада жұмыс істейтін компоненттер мен механизмдерді өңдеуге арналған майлауды жасау болды.
Майлау материалы әртүрлі май қышқылдарының литий және калий сабындарымен өңделген минералды май негізінде жасалған. Бұл негізде майлау материалының тотығуға және тозуға қарсы тұру қабілетін арттыру үшін тиімді қоспалар араласқан.
Бір литр жағармай дайындау үшін 0,84 фунт ферромагниттік бөлшектер құйылған 0,37 галлон стақан пайдаланылды. Минералды және кастор майлары араластырмас бұрын бумен 185–194 °F дейін қыздырылған. Алдын ала қыздырылған майға стеарин қышқылы, алдын ала ұнтақталған литий және калий гидроксиді, қарағай канифольі және майлау материалын қоюландыруға арналған мыс фтаоцианин қосылды.
Мензурка құйынды қабат құрылғысының жұмыс аймағына қойылды және ингредиенттер бірнеше секунд ішінде араластырылды. Араластырудан кейін стакан қайтадан буға түсірілді, ал су бір сағат бойы буланып жатты. Осыдан кейін майлау бір күн бойы салқындатуға қалдырылды.
Алынған жағармайдың негізгі сипаттамалары 1-кестеде көрсетілген.
1-кесте – АВС-150 құйынды қабат құрылғысының көмегімен алынған майлаудың физикалық және химиялық қасиеттері
|
Жоқ. |
Параметр |
Интервал |
Мән |
Нақты |
|
1 |
Түсу нүктесі, (ºF) |
кем емес |
269 |
300 |
|
2 |
77 ºF, (× 10-1 мм) ену |
ішінде |
310–340 |
340 |
|
3 |
68 ºF, (psi) кезіндегі шекті ығысу күші |
ішінде |
0,02–0,07 |
0,035 |
|
4 |
32 ºF температурадағы тұтқырлық және деформация жылдамдығының градиенті 10 с-1, (psi·s) |
артық емес |
0,058 |
0,056 |
|
5 |
Коллоидтық тұрақтылық (шығарылған май %) |
артық емес |
23 |
8 |
Жағармай өндірісі келесі негізгі жабдықты қамтиды: құйынды қабат құрылғысы, бастапқы ингредиенттерді беруге және оларды қажетті температураға дейін алдын ала қыздыруға арналған шикізат резервуарлары, жалпы өнімділікті біркелкі басқаруды қамтамасыз ететін және жоғары дәлдікке мүмкіндік беретін төрт поршеньді мөлшерлеу қондырғысы. күрделі автоматты басқару құрылғыларын, АВС құрылғысын және қабылдау цистернасын пайдаланбай ағындағы ингредиенттер қатынасы (3-сурет).
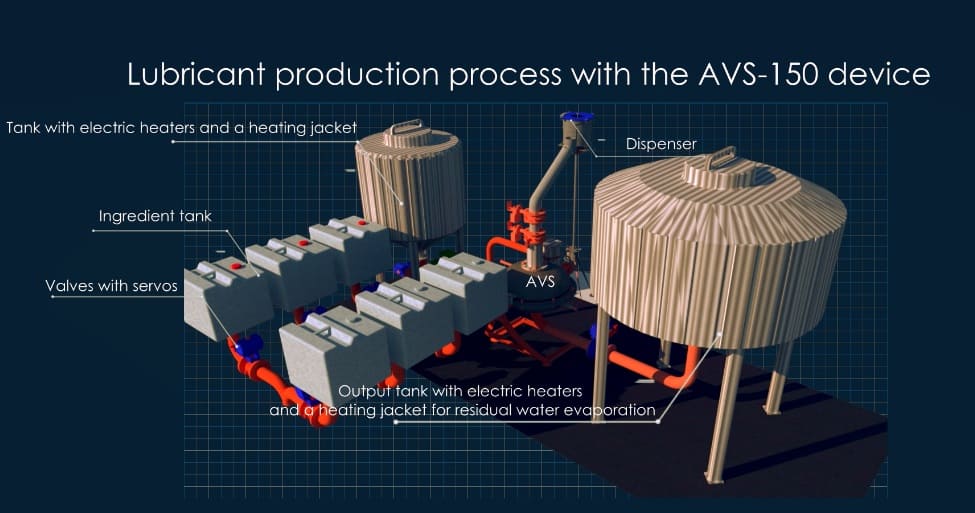
3-сурет – АВС көмегімен майлау материалдарын өндіру – технологиялық процестің схемасы
Шикізат шикізат резервуарларына жеткізіледі; кейбір резервуарларда (құрамында өнеркәсіптік кастор немесе ұшақ майы бар) температура бумен алдын ала қыздыру арқылы (бу күртеше) 176-185 ºF деңгейінде сақталады. Шикізат ингредиенттері сабындану реакциясы жүретін АВС құрылғысына берілген қатынаста жеткізіледі. Егер шыныаяқ майы дайындалса, С20 фракциясының май қышқылдары әкпен сабындалады (әк және май суспензиясы түрінде). Егер майлау материалы литий мен калийдің көмегімен дайындалса, сілтімен әрекеттесетін және сабынданатын бос глицерин мен рицин қышқылының бөлінуімен кастор майының гидролизі жүреді. АВС құрылғысының жұмыс аймағындағы температура 158–167 ºF.
АВС-150 құйынды қабатының бір құрылғысы сағатына бірнеше тоннаға дейін жағар майдың өнімділігін қамтамасыз ете алады. Ол құйынды қабаты бар бір-екі құрылғының көмегімен жыл сайынғы жағармай өндіру көлемі 10–20 мың тонна болатын технологиялық желілерді салуға мүмкіндік береді.
Майлау майын өндіру процестеріндегі құйынды қабат құрылғыларының артықшылықтары
Жүргізілген зерттеулердің нәтижелері майлау майын және майлау салқындатқыштарын өндіру процестерінде АВС қолдану мүмкіндігін растады. Осыған байланысты АВС-тің келесі артықшылықтары туралы айтуға болады:
- химиялық реакциялардың жоғары жылдамдығы;
- майлау материалдарының сапасын жақсартуға және қоюлатқыштар мен қоспалардың үлестік шығынын азайтуға мүмкіндік беретін компоненттердің жоғары дисперстік дәрежесі;
- қозғалатын механикалық бөлшектер мен динамикалық тығыздағыштардың болмауына байланысты күшейтілген сенімділік пен ұзақ мерзімділік;
- толық автоматтандыру арқылы атмосфералық қысымда және төмен температурада (122–194 °F) рециркуляциясыз процестерді жүргізу мүмкіндігі.